Novus 2 on Q-tip Shafts
I cut the two ends off a Q-tip, leaving just the rolled paper shaft. The shaft is approximately 0.095" in diameter, and just fits the inside of a Pinewood Derby wheel. I chucked the rolled paper shaft in a drill press, and then dipped it in a bottle of Novus 2 plastic polish. I held the wheel in my fingers and held it up to the bottom of the paper shaft, and then turned on the drill press at 650 rpm. I ran the wheel up and down the shaft for approximately 5-10 seconds, while rotating the wheel in the direction opposite to the turning of the shaft. (Turning the wheel is an effort to ensure that the shaft contacts the bore more or less uniformly.)After removing the wheel from the still-spinning paper shaft, the wheel was rinsed in tap water. A simple ear syringe was used to force water through the bore to remove any residual plastic polish. The wheel was then allowed to dry.
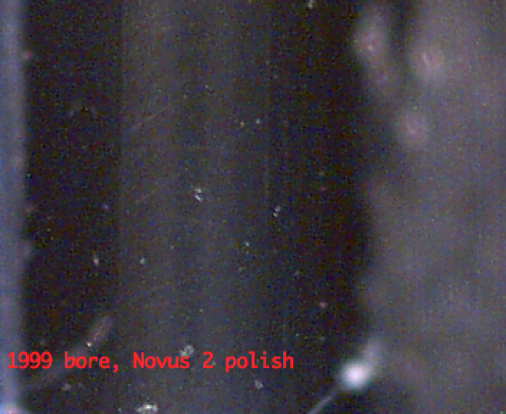

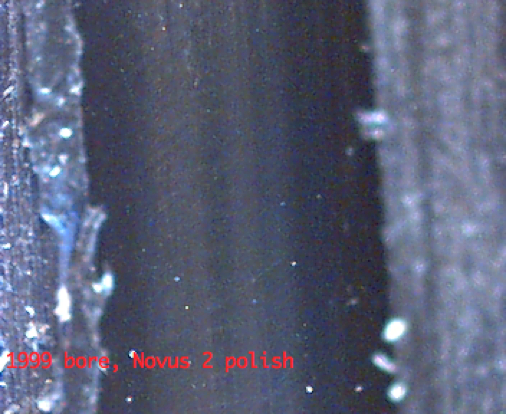
Novus 2 bore at 200x
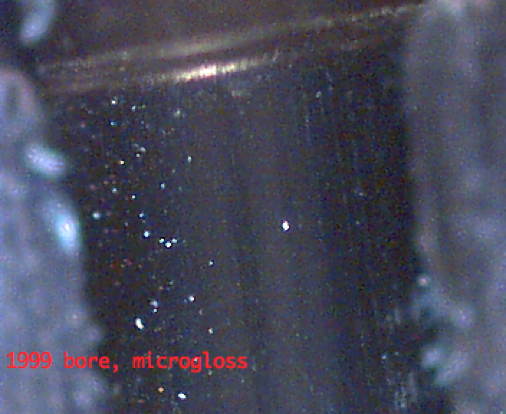
Micro-Gloss on Q-tip Shafts
This technique is exactly like the Novus 2 preparation, but uses Micro-Gloss Liquid Abrasive instead of the Novus 2.The first wheel I prepared this way actually bound to the rolled paper shaft, perhaps because the shaft had enlarged from absorbing too much liquid. The bore was effectively destroyed, but I photographed it anyway. My second attempt was successful. (We've used Micro-Gloss many times over the last several years; this outcome with the first wheel is definitely unusual.)


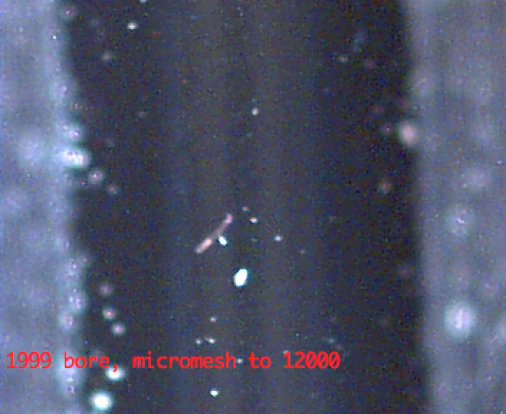
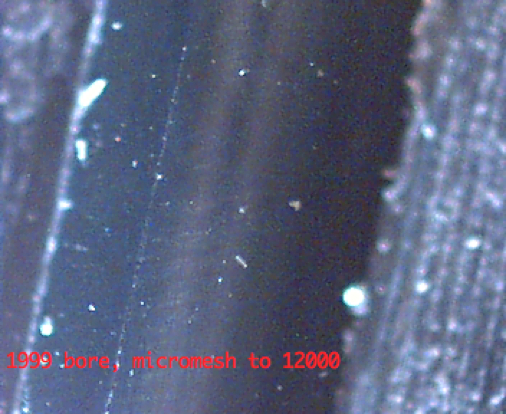
Sporty's Micro-Mesh Sticks
Sporty was kind enough to send me some bore prep sticks, made from adhesive-backed Micro-Mesh sandpaper, in 4000, 6000, 8000, and 12000 grit, wrapped around 0.050" carbon fiber rods. (Micro-Mesh' grit numbering appears to be non-standard; they offer a conversion chart here.)The drill rods were chucked in turn in the drill press, starting with the 4000 and progressing through to the 12000 grit. The wheel was brought up so that the bore was made to pass around the sandpaper, and then the drill press was turned on, again at 650 rpm. As with the polishes, the wheel was moved up and down the sandpaper while turning the wheel by hand, counter to the rotation of the drill press.
No water was used with this method, so there was no need to rinse and dry the wheel bore.

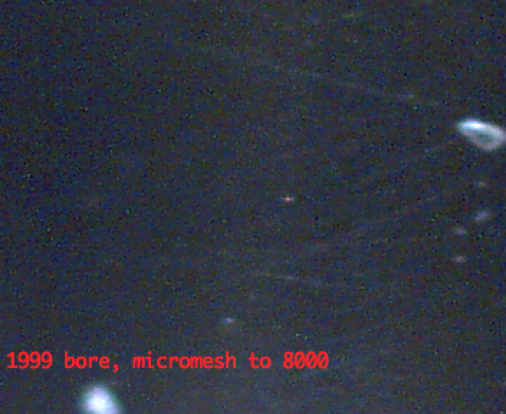
Sporty's Micro-Mesh to 8000
I repeated the Micro-Mesh process on another wheel, but this time stopping at 8000 grit, without using the final 12000 grit paper. I was curious whether the effect of the last step could be seen.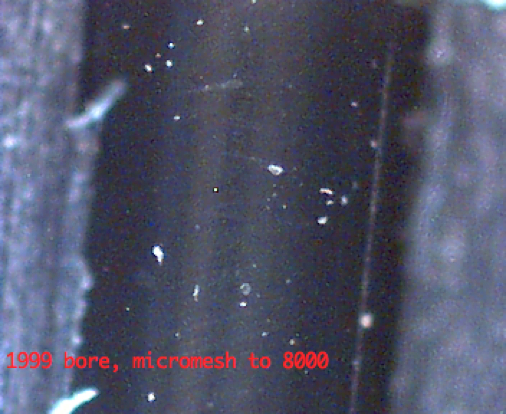
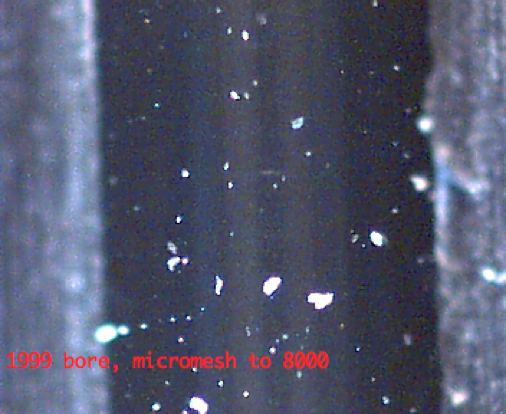

Micro-Mesh to 8000, at 200x.
Plain Bore
As a control, I also cut open and photographed a fresh-from-the-box wheel without any preparation.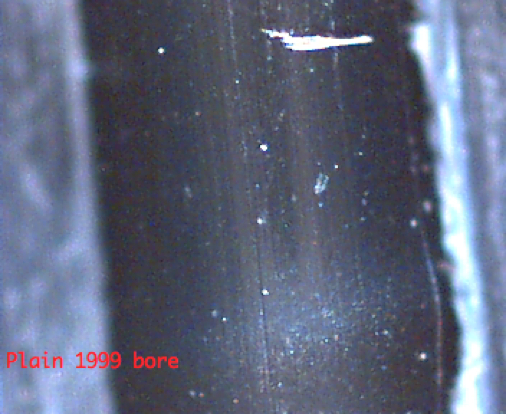
Plain bore, 200x

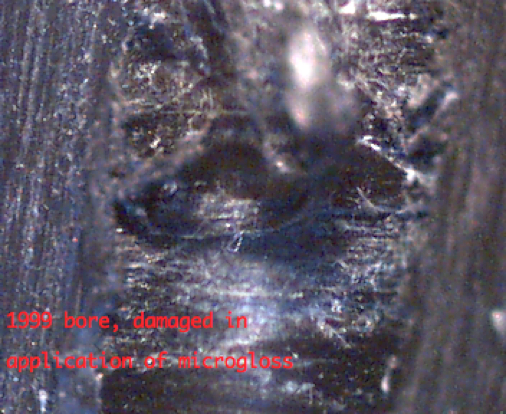
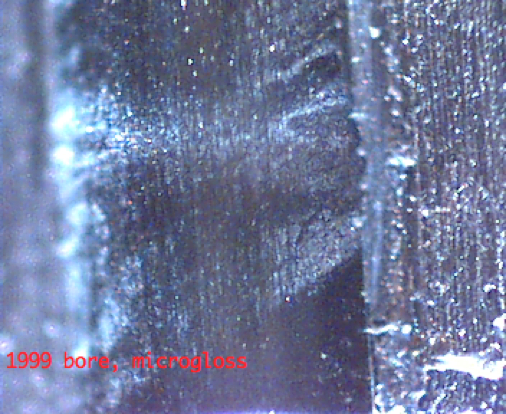
Bore Damaged by Micro-Gloss Polishing
Here are some images of the bore that was damaged during Micro-Gloss polishing.